.png?width=175&height=63&name=Logo%20(1).png "GIGKarasek Logo")


Bis vor einigen Jahren wurde Biodiesel fast ausschließlich aus Frischölen hergestellt. Mittlerweile hat sich die Rohstoffbasis durch den vermehrten Einsatz von Fettsäuren aus Rest- und Abfallstoffen deutlich verändert. Damit steigen auch die Anforderungen an den Reinigungsprozess zur Herstellung von normgerechten Biodiesel. Wo die Herausforderungen zur Erreichung der Biodiesel Beimischungsqualität liegen und wie Sie eine FAME-Ausbeute von bis zu 99 Prozent generieren können, erläutern wir in diesem Beitrag.
Biodiesel Beimischungsqualität gemäß EN 14214
Um die Norm für fossilen Dieselkraftstoff (EN 590) einzuhalten, dürfen Mineralölhersteller nur Biodiesel beimischen, welcher der Biodiesel-Norm EN 14214 entspricht. Die festgelegten Grenzwerte der knapp 30 Parameter definieren die Mindestanforderungen von Fettsäure-Methylester (FAME) zur Anwendung als Kraftstoff für Dieselmotoren. Erfüllt das Endprodukt sämtliche Parameter, ist die Reinheit und Biodiesel Beimischungsqualität gewährleistet.
In Österreich mischen Mineralölkonzerne dem herkömmlichen Diesel derzeit bis zu 7 Prozent Biodiesel (B7) bei. B10 und höhere Beimischungen sowie B100 (reiner Biodiesel) werden bereits in Ländern wie Portugal (B15, nicht flächendeckend), USA (bis B20), Brasilien (B10 oder B12, flächendeckend) oder in Ländern Südostasiens (B10 und B20, meist flächendeckend) sowie Österreich, der Schweiz und Deutschland (B100, einzelne Fuhrparks) genutzt.
Biodiesel aus Abfallstoffen muss destillativ verbessert werden
Der Einsatz von Rohstoffen minderer Qualität wirkt sich auf die Fettsäuremuster des produzierten Esters mit erheblichen Folgen auf diverse Parameter in der Norm EN 14214 aus. Dies gilt besonders für den Estergehalt und den Schwefelanteil:
1. Estergehalt von 95,5 Prozent
Die EN 14214 fordert einen Fettsäure-Methylester-Gehalt von mindestens 95,5 Prozent. Kommen Fettsäuren aus Abfallprodukten zum Einsatz, ist mit herkömmlichen Verfahren dieser geforderte Estergehalt nicht erreichbar.

2. Schwefelanteil von maximal 10 ppm
Ein Nachteil von Abfall- und Reststoffen für die Herstellung von normgerechten Biodiesel liegt im hohen Schwefelgehalt. Während etwa FAME aus pflanzlichen Rohstoffen einen Schwefelgehalt von 2 bis 7 mg/kg aufweist, erreicht dieser bei Altspeisefetten und tierischen Fetten bis zu 30 mg/kg.
Durch die Umesterungsreaktion kann die FAME-Qualität zwar verbessert werden, sie reicht aber nicht aus, um die Parameter der EN 14214 zu erfüllen. Um normgerechten Biodiesel mit entsprechender Reinheit herzustellen, muss Roh-Biodiesel bei Verwendung von Rohstoffen mit niedriger Qualität eine destillative Endreinigung durchlaufen. Ein Verfahren, welches sich besonders gut zur Erreichung der normgerechten Biodiesel Beimischungsqualität eignet, ist die Kurzwegdestillation.

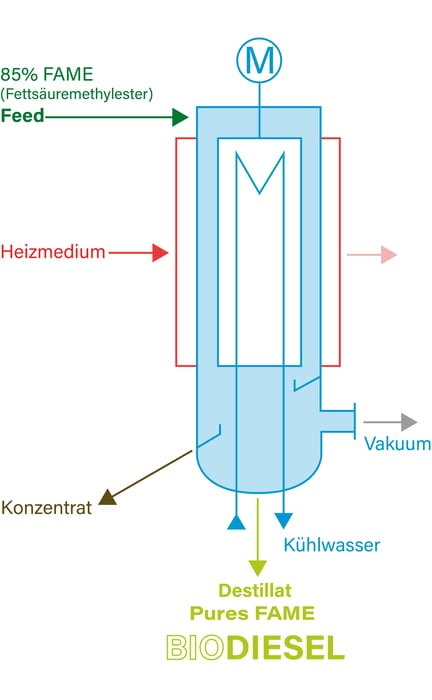
Die Technologie der Kurzwegdestillation
Das einstufige Verfahren erzielt ausgezeichnete Ergebnisse bei der destillativen Trennung thermisch-sensibler Produkte wie Biodiesel. Die zugrundeliegende Technologie ermöglicht die effiziente Abtrennung auch schwieriger Stoffe und erreicht je nach Einsatzstoff Estergehalte bis zu 99 Prozent im Destillat.
Mit Hilfe eines im Apparat eingebauten Kondensators wird der Weg der Brüden zwischen Verdampfung und Kondensation extrem verkürzt und führt im Feinvakuum zu einem schonenden Verdampfungsprozess bei gleichzeitig niedrigem Druckverlust. Durch die Wahl der optimalen Heizfläche, Wischerblätter und Betriebsparameter können Verdampfungsprozesse äußerst produktschonend realisiert werden.
Mehr noch: Im Vergleich zu Rektifikationskolonnen stellt der Kurzwegverdampfer nicht nur ein deutlich schonenderes, sondern auch kostengünstigeres und weniger aufwendiges Verfahren im Bereich der Biodieseldestillation dar.
Weitere Vorteile des Kurzwegverdampfers sind:
- Kurze Reaktions- und Verweilzeiten
- Geringer Druckverlust trotz hoher Abdampfrate
- Schwersieder gelangen nicht zum Kondensator dank effizienter Tropfenabscheider im Apparat
- Hohe Ressourceneffizienz
- Unkomplizierte Reinigung und Wartung
- Minimaler Fouling-Effekt
- Hohe Flexibilität durch dynamischen Betrieb
- Wasserklares Produkt
- Sicherheit der Beimischungsqualität
Durch spezielle Einbauten ist es möglich, verschiedene Viskositäten zu verarbeiten und somit unterschiedlichere Produkte zu erhalten. In Hinblick auf den Rohstoffeinsatz kann das Verfahren sowohl für Biodiesel aus frischen Pflanzenölen als auch qualitativ minderwertigen Rohstoffen wie Altspeiseölen, Fettabscheiderfetten und Tierfetten verwendet werden.
FAME-Ausbeute von bis zu 99 % mit Kurzwegdestillation
Mit dem Kurzwegverdampfer von GIG Karasek ist es möglich, kontinuierlich große Feed-Mengen schonend zu verarbeiten und effizient Schwefel, Polymere und andere Störstoffe abzutrennen. Bis zu 99 Prozent des Wertstoffes können mit diesem Verfahren aus dem Roh-Biodiesel gewonnen werden, bei gleichzeitiger Einhaltung sämtlicher Parameter der EN 14214.
Die Aufreinigung im Kurzwegverdampfer ist vergleichbar mit einem Filter, der je nach FAME-Feed besser oder schlechter arbeiten kann. Die erreichbare Ausbeute ist daher auch vom Vorprozess und eingesetzten Rohstoff abhängig. Gerade Naturprodukte wie Altspeiseöle sind in ihrer Zusammensetzung sehr heterogen und unterliegen starken Qualitätsschwankungen. Mit der optimalen Einstellung der Betriebsparameter gelingt es hingegen bei den meisten Einsatzstoffen, 99 Prozent des Esters aus dem Roh-Biodiesel herauszuholen.
Technikum: Überprüfung der Beimischungsqualität eines Feed
GIG Karasek bietet Anlagenbetreibern im hauseigenen Technikum die Möglichkeit, ihr Produkt testweise im Kurzwegverdampfer herzustellen und die Beimischungsqualität ihres Einsatzstoffes zu überprüfen. Für die Versuchsreihen in der Pilotanlage werden etwa 300 bis 500 Liter des Einsatzstoffes benötigt. Nach Beendigung der Tests erhält der Anlagenbetreiber einen detaillierten Technikum-Report sowie 30 bis 40 Proben zur weiteren Analyse.

Die Kurzweg-Verdampfer-Pilotanlage ist bestens geeignet für Testläufe zur Feststellung der Biodiesel Beimischungsqualität eines Einsatzstoffes. © GIG Karasek
Use Case: Optimierung einer Biodieselanlage nach EN 14214
Bei länger bestehenden Anlagen ändern sich im Laufe der Zeit häufig die Aufgabenstellungen oder gewisse Bottlenecks machen die Modernisierung der Anlage erforderlich. So auch im Fall einer klassisch gebauten 65.000 Tonnen Biodieselfabrik, die ursprünglich mit Altspeisefetten und Frischölen betrieben wurde. Die Anlage sollte komplett umgebaut werden, um aus Abfallprodukten normgerechten Biodiesel gemäß der EN-Spezifikation 14214 herzustellen.
Versuchsreihen im Technikum
Da sich die Fabrik noch im Umbau befand, erstellte der Kunde ein „theoretisches“ Biodieselprodukt, um die Effektivität des Kurzwegverdampfers im GIG Karasek Technikum testen zu können. Dort wurde die stark verunreinigte, schwarzgefärbte Modellflüssigkeit in unsere Versuchsanlage eingebracht und verdampft. Das Ergebnis war ein glasklares, destilliertes Produkt, welches alle Vorgaben der EN-Spezifikation erfüllte.
Es folgten weitere Technikum-Versuchsreihen zur Simulation des Destillationsverfahrens im Pilot-Maßstab, um die optimale Auslegung der Anlage und die für das Scale-Up Verfahren erforderlichen Daten zu ermitteln. Nach Abschluss der Umbauarbeiten produzierte die Biodieselanlage normgerechten Biodiesel mit einem Estergehalt von 98 Prozent und hatte schnell am Markt den Namen eines „Premium Biodieselherstellers“.
Projektablauf Kurzwegverdampfer
Ein Projektingenieur begleitete den Prozess von der Beratung und Planung bis hin zur Inbetriebnahme des Kurzwegverdampfers. Der Projektablauf war bei diesem Kunden allerdings atypisch, da GIG Karasek ausschließlich die Planung und Errichtung des Kurzwegverdampfers sowie die technische Unterstützung zur Anlage abwickelte. Sämtliche weitere Anlagenkomponenten rund um den Verdampfer wurden im Zuge des Fabrikumbaus vom Kunden selbst geplant und gebaut.
Leistungsumfang von Anlagen zur Biodieseldestillation
Grundsätzlich beinhalten die Lieferanteile von GIG Karasek bei einer Biodieselanlage den Verdampfer, die Entgaserstufe, die nötigen Förderorgane, das Vakuumsystem sowie Wärmetauscher, die zur Wärmerückgewinnung und den effizienten Betrieb der Anlage nötig sind. Ebenso sind die interne Verrohrung, die EMSR-Technik (auf Wunsch auch mit Steuerung vor Ort) sowie Isolierung und Stahlbau auf Kundenwunsch inkludiert.
Alle erwähnten Komponenten sind je nach Kundenspezifikation entweder in der Anlage durch uns enthalten oder durch den Kunden oder dritte Parteien zu realisieren. Energieversorgung (Wärme, Kälte) sowie Druckluft und Stickstoffversorgung sollten kundenseitig bereitgestellt werden.
Fazit: Biodieseldestillation aus einer Hand
Minderwertige Frischöle oder Abfallstoffe zu normgerechten Biodiesel zu verarbeiten, erfordert die destillative Reinigung im letzten Prozessschritt. Die Kurzweg-Technologie garantiert die Erreichung der erforderlichen Biodiesel Beimischungsqualität und ermöglicht Estergehalte, die über der Norm liegen. Mit einer FAME-Ausbeute von bis zu 99 Prozent arbeitet der Verdampfer zudem sehr rohstoffeffizient. Die Technikum-Pilotanlage von GIG Karasek bietet Ihnen die Möglichkeit, unkompliziert Ihren Einsatzstoff auf seine Qualität und Beimischungsfähigkeit zu testen.