

Until a few years ago, biodiesel was produced almost exclusively from fresh oils. In the meantime, the raw material base has changed significantly due to the increased use of fatty acids from residual and waste materials. As a result, the demands on the purification process to produce standard-compliant biodiesel are also increasing. This article explains the challenges in achieving biodiesel blending quality and how one can generate a FAME yield of up to 99 percent.
Biodiesel blending quality according to EN 14214
To comply with the standard for fossil diesel fuel (EN 590), mineral oil producers may only blend biodiesel that complies with the biodiesel standard EN 14214. The specified limits of the nearly 30 parameters define the minimum requirements of fatty acid methyl ester (FAME) for use as a fuel for diesel engines. All the parameters, purity, and biodiesel blending quality are guaranteed if the end product meets.
In Austria, mineral oil companies currently blend up to 7 percent biodiesel (B7) into conventional diesel. B10 and higher blends, as well as B100 (pure biodiesel), are already used in countries such as Portugal (B15, not nationwide), the USA (up to B20), Brazil (B10 or B12, nationwide), or in countries in Southeast Asia (B10 and B20, mostly nationwide) as well as Austria, Switzerland, and Germany (B100, individual vehicle fleets).
Biodiesel from waste materials must be distillatively improved
The use of lower quality raw materials affects the fatty acid patterns of the produced ester with significant consequences on various parameters in the EN 14214 standard. This applies in particular to the ester content and the sulfur content:
1. Ester content of 95.5 percent
EN 14214 requires a fatty acid methyl ester content of at least 95.5 percent. If fatty acids from waste products are applied, conventional processes cannot achieve this required ester content.
2. Sulfur content of maximum 10 ppm
One disadvantage of waste and residual materials for the production of standard-compliant biodiesel is their high sulfur content. While FAME from vegetable raw materials, for example, has a sulfur content of 2 to 7 mg/kg, this reaches up to 30 mg/kg in the case of used cooking oils and animal fats.
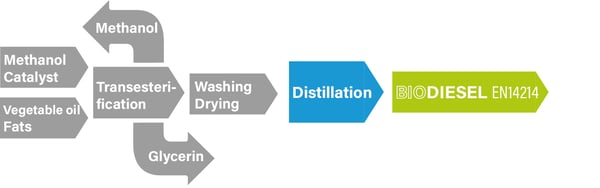
Although the transesterification reaction can improve the FAME quality, it is not sufficient to meet the parameters of EN 14214. Therefore, to produce standard-compliant biodiesel with the appropriate purity, crude biodiesel must undergo final purification by distillation if low-quality feedstocks are used. One process that is particularly suitable for achieving the standard-compliant biodiesel blending quality is short-path distillation.
The Short-Path distillation technology
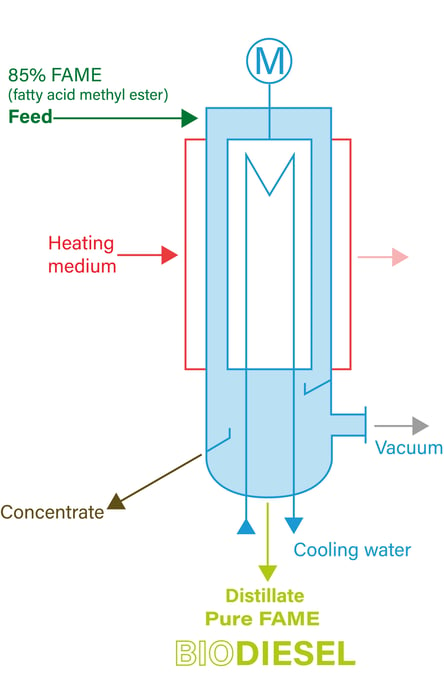
The single-stage process achieves excellent results in the distillation separation of thermally sensitive products such as biodiesel. The underlying technology enables efficient separation of even complex substances and achieves the yield of up to 99 percent of the ester from the evaporator feed in the distillate, depending on the feedstock.
With the help of a built-in condenser in the apparatus, the path of the vapours between evaporation and condensation is extremely shortened. It leads to a gentle evaporation process in a fine vacuum with low-pressure loss at the same time. By selecting the optimum heating surface, wiper blades, and operating parameters, evaporation processes can be achieved in a way that is exceptionally gentle on the product.
Moreover: Compared to rectification columns, the short-path evaporator is not only a much gentler but also a more cost-effective and less complex process in the biodiesel distillation field.
Further advantages of the short-path evaporator are:
- Short reaction and residence times
- Low pressure drop despite high evaporation rate
- Heavy boilers do not reach the condenser thanks to efficient droplet separators in the apparatus
- High resource efficiency
- Uncomplicated cleaning and maintenance
- Minimal fouling effect
- High flexibility due to dynamic operation
- Water clear product
- Safety of the blending quality
Special fixtures make it possible to process different viscosities and thus obtain additional varied products. In terms of raw material input, this process can be used for biodiesel made from fresh vegetable oils and lower-quality raw materials such as used cooking oils, grease trap fats, and animal fats.
FAME yield of up to 99 % using short-path distillation
GIG Karasek's short-path evaporator makes it possible to process large feed volumes gently, continuously, and efficiently separate sulfur, polymers, and other impurities. Up to 99 percent of the valuable ester fractions can be recovered from the raw biodiesel using this process while at the same time complying with all parameters of EN 14214.
Purification in the short-path evaporator is comparable to a filter, which can work better or worse depending on the FAME feed. Therefore, the achievable yield also depends on the pre-process and raw material used. Natural products, such as used cooking oils, are very heterogeneous in their composition and are subject to substantial-quality fluctuations. However, with the optimum setting of the operating parameters, it is possible to get up to 99 percent of the ester out of the raw biodiesel for most feedstocks.
Technical competence center: Checking the blending quality of a feed
The GIG Karasek pilot plant offers plant operators the opportunity to test their product in the short-path evaporator and check their feedstock's blending quality. About 300 to 500 liters of the feedstock are required for the test series in the pilot plant. After completing the tests, the plant operator receives a detailed pilot plant report and 30 to 40 samples for further analysis.

The short-path evaporator pilot plant is ideally suited for test runs to determine the biodiesel blending quality of a feedstock. © GIG Karasek
Use Case: Optimization of a biodiesel plant according to EN 14214
In plants that have been in operation for a long time, the tasks often change over time, or particular bottlenecks make it necessary to modernize the plant. This was also the case in a classically built 65,000-ton biodiesel plant originally operated with used cooking oils and fresh oils. The plant needed to be rebuilt entirely to produce standardized biodiesel from waste products under EN specification 14214.
Test series in the technical competence center
As the factory was still under reconstruction, the customer created a "theoretical" biodiesel product to test the effectiveness of the short-path evaporator in the GIG Karasek pilot plant. The heavily contaminated, black-coloured model liquid was brought into our test plant and evaporated. The result was a crystal-clear, distilled product that met all the requirements of the EN specification.
Further pilot plant test series followed to simulate the distillation process on a pilot scale to determine the optimum design of the plant and the data required for the scale-up operation. On completion of the renovation work, the biodiesel plant produced standard-compliant biodiesel with an ester content of 98 percent. As a result, it quickly earned the name of a "Premium Biodiesel Producer" on the market.
Project procedure short-path evaporator
A project engineer accompanied the process from consulting and planning to the commission of the short-path evaporator. However, the project procedure was unusual for this customer, as GIG Karasek exclusively handled the planning and construction of the short-path evaporator and the technical support for the plant. All other plant components around the evaporator were planned and built by the customer during the factory reconstruction.
Scope of services for biodiesel distillation plants
In principle, GIG Karasek's scope of supply for a biodiesel plant includes the evaporator, the degasser stage, the necessary conveying elements, the vacuum system, and heat exchangers required for heat recovery and efficient operation of the plant. Also included are the internal piping, the EMC technology (on request also with on-site control) as well as insulation and steel construction on customer request.
All mentioned components are provided at the plant by us or by the customer or third parties, depending on the customer's specification. Energy supply (heating, cooling) and compressed air and nitrogen supply should be made available by the customer.
Conclusion: Biodiesel distillation from a single source
Processing low-quality virgin oils or waste materials into biodiesel that meets standards requires distillation purification in the final process step. The Short-Path Technology guarantees the blending of biodiesel needed quality and enables ester contents that exceed the standard. With a FAME yield of up to 99 percent, the evaporator also operates very efficiently with raw materials. In addition, GIG Karasek's pilot plant offers you the possibility to test your feedstock for its quality and blending capability in an uncomplicated way.