

The extraction of valued products from side streams is becoming increasingly important from an ecological and economic point of view. As a result, efforts are increasingly being made to recycle these by-product streams and use them economically. Some lucrative by-products from the sulfite process are featured in this article.
The sulfite process in the paper and cellulose industry
According to history, the sulfite process is the oldest method of obtaining pulp from wood. This method is known as "acid pulping" because the sulfite pulp is produced at a pH value between 1.5 and 5. Calcium, ammonium, magnesium, or sodium are used as bases.
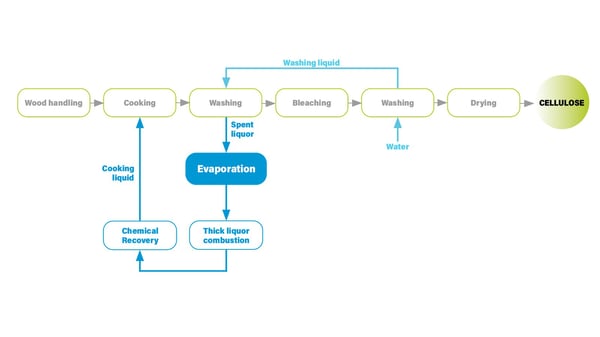
In a chemical pulping and cooking process, the pulp fibers are detached and exposed from the hemicelluloses and lignin's "putty substance" of the wood. The outcome of the cooking process is a pulp low in lignin, which is then separated, washed, and, if necessary, bleached.
The lignin-containing sulfite liquor with the dissolved wood substances and chemicals is produced as a side stream. It is typically concentrated in the evaporation plant for energy recovery in the recovery boiler.
The energy released during combustion is used to generate steam energy and electricity. As green energy, it can be used directly in the pulp mill or fed into the local district heating network or public power grid. Parallel to incineration, the pulping chemicals are reclaimed for the cooking process.
Added value through the use of by-products
Only one-third to two-thirds of the starting product is used in pulp production for the main product, cellulose. However, the remainder of the raw materials used accumulates as by-products dissolved in the sulfite liquor. Depending on the pulping process, a combination of calcium, magnesium, sodium, or ammonium waste liquor with hemicelluloses, sugars, sugar acids, organic acids, and inorganic salts is obtained.
This by-product stream is a chemical raw material source containing many valuable organic substances and at least 50 percent of the original wood substance. As the recycling economy continues to develop, there are numerous opportunities to convert the biogenic constituents of the sulfite liquor into valuable products before the liquor undergoes thermal recycling.
Diversification in sulfite factories
Currently, research is ongoing in the pulp industry on developing processes that use new pulping chemicals and raw materials. As a result, other valuable materials will be produced and offered on the market as end or intermediate products..
Sulfite plants, in particular, are attempting to diversify with alternative feedstocks, chemicals, or products from waste streams. In this case, new or alternative process equipment may be required (different raw material properties, different parameters, different by-products, different materials required).
GIG Karasek has in-depth experience and expertise in the sulfite sector with pilot plants in its in-house pilot plant facility that enables it to test and scale up new approaches to find process solutions for the recovery of by-products. In-depth test series with sample material from customers, provide the database for assessing whether a profitable valuable product can be obtained from the by-product stream.
Likewise, it is possible to test new raw materials and chemicals on a pilot scale. In the process, the necessary data for the scale-up are determined.
The biorefinery concept
In addition to extracting individual products from side streams, bio-refineries offer great opportunities for climate protection, value creation, and resource efficiency in the context of the bioeconomy. The biorefinery processes focused on recycling biogenic raw materials and residues with as little waste as possible to obtain intermediate and end products that can replace products made from fossil raw materials.
Biorefineries may be classified according to four main characteristics (IEA Bioenergy Classification System):
- Feedstock ( basic materials)
- Processes (transformation processes: chemical, thermodynamic, mechanical-physical)
- Platforms (important intermediate products)
- Products (substance- or energy-related)

Some examples of valuable by-products from the sulfite process
As a niche segment, sulfite pulp processes are a lucrative business with many additional possible by-products. Considering that the evaporation plant is the preliminary stage for the thermal utilization of the sulfite liquor, many side streams from the evaporation plant and its surroundings are used. Additional by-products can be acquired from secondary sources, such as washing and bleaching processes (e.g., soda, ash) or downstream plants of the regenerated fiber industry (e.g., co-products, solvent recovery via evaporation plant).
1. Acetic acid
After separating the raw pulp, the sulfite liquor is evaporated. Acetic acid accumulates in the vapor condensate, in very acidic processes using special types of wood (e.g., beech, birch, etc.) Since the acid causes considerable problems in the evaporation plant, it is typically removed by thin liquor neutralization located upstream of the evaporation plant. However, it is also possible to convert the acetic acid produced into a high-value product and, at the same time, eliminate the problems in the process.
The Lenzing Group is a company that has been using acetic acid as a raw material for several decades. The acetic acid accumulates during pulp production from beech wood and is refined into high-quality acetic acid in several steps.
Acetic acid applications:
Acetic acid is one of the most important basic chemicals and has a vast range of applications in various downstream industries and numerous industrial chemical processes. The chemical is an excellent solvent and is often used as a reactant. It is well established in the food, textile, chemical, pharmaceutical, and cosmetic industries.

2. Furfural
Furfural is another by-product of the sulfite process that causes problems in the evaporation plant. The chemical leads to incrustation on the heating surfaces, which are difficult to remove. As a result, the evaporator performance is affected, and in addition, the plant operation has to be repeatedly interrupted for cleaning purposes.
The Lenzing Group has also developed a process to recover furfural as a valuable material and thus solve the process problem. The Lenzing plant is one of the few worldwide that produces furfural.
Furfural Applications:
Furfural and the furan obtained from there are of particular interest as an organic raw material and chemical base for pharmaceutical and solvent chemistry. It is in turn used to produce furfural alcohol synthetic resins and as a basic material for chemical fiber materials. Finally, as a reagent, it serves, among other things, as a purification agent for animal and vegetable oils.
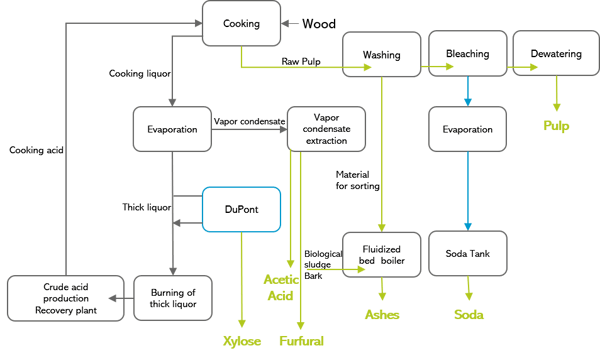
3. Xylose (Wood sugar)
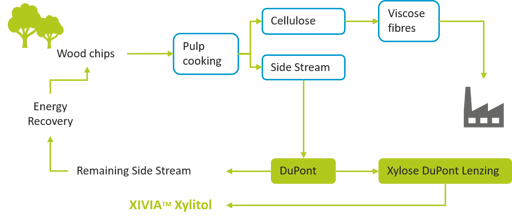
Waste liquor from hardwood sulfite pulping has a xylose content of 10 to 20 percent, based on the dry substance content. In a unique process, the wood sugar is extracted from the concentrated liquor, and the xylose solution is subsequently concentrated in an evaporation plant. GIG Karasek, for example, is currently building a Turn-key Skid Plant with a thin film evaporator that further concentrates the xylose in a Scandinavian plant.
One of the world's leading producers of xylose is DuPont. The company operates a xylose production plant in Austria, a facility that is integrated in Lenzing's pulp mill. The xylose is extracted from the sulfite liquor and processed into xylitol. Once the xylose is separated, the remaining side stream with reduced xylose content and energy value, returns to the pulp mill for evaporation or combustion and energy production.
Xylose applications:
Xylose is a valuable raw material in the candy, aroma, and flavor industries and, in particular, a raw material in the production of xylitol. In the cosmetic industry, xylose is used as an additive to keep cosmetic preparations moist.
Another application is in veterinary medicine as a xylose absorption test to diagnose malabsorption. A relatively new application is hydrogen extraction from xylose, with high yields by a cell-free enzyme cascade. In addition, xylose can be chemically converted to furfural.
4. Bioethanol
An additional product that can be obtained from xylose, apart from xylitol, is bioethanol. Conversion of xylose to bioethanol is achieved by fermentation of the sulfite liquor and subsequent distillation. Any remaining stream from the recovery process can be recycled back to the evaporation plant.
The world's largest wood-based bioethanol plant was launched by the Hallein-based pulp mill AustroCel in early 2021. In its biorefinery, AustroCel attempts to utilize all components of the wood. Wood sugar is used to produce second-generation bioethanol, which can be added to gasoline fuels as an "advanced biofuel" thanks to its sustainable nature. AustroCel's production replaces around 1 percent of annual gasoline consumption in Austria.

The AustroCel biorefinery produces advanced biofuel from wood sugar © AustroCel Hallein / Michael Schartner
Bioethanol applications:
Apart from its use as a biofuel, bioethanol can be used wherever synthetic ethanol from petroleum production is used. In addition, bioethanol acts as an essential solvent and intermediate in the chemical-technical industry, a carrier for odorants, an additive for cleaning agents or antifreeze agents, and as fuel (alcohol).
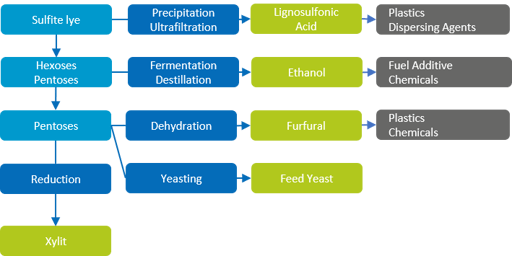
5. Ligninsulfonate
Lignosulfonates are lignin compounds obtained through a unique purification process from the sulfite liquor. In addition, thermally driven separation processes such as evaporation can also be used. The Norwegian company Borregaard LignoTech is the world's leading manufacturer of lignin- and lignosulfonate-based products. The company has been supplying the chemical industry with binding and dispersing agents for over 60 years.
Lignosulfonate Applications:
Lignosulfonates are highly versatile and widely used in various industrial applications. They serve as binders, dispersants, emulsifiers, and sequestering agents in multiple products such as concrete, cardboard, plasterboard, chipboard, fireproof boards, animal food, fertilizer pellets, dyes, and detergents. In addition to these key applications, lignosulfonate serves as a raw material for chemical manufacturing.
6. Soda
Soda is a valuable product produced in the secondary sector as a by-product of the bleaching process.
Applications Soda:
Soda is an important raw material in the chemical industry for manufacturing glass, bleaching agents, detergents, dyes, and tanning products.
7. Vanillin
Pure vanilla is the second most expensive spice next to saffron and is not available in the required quantities. An alternative source is vanillin production from lignin, which is found in the waste liquor. The lignin is broken down in a chemical process, producing vanillin as a product of a reaction. The world's largest producer of bio-based vanillin from wood is Borregaard. The company has been producing plant-based vanillin from a sustainably grown red spruce since 1962.
Vanillin applications:
The range of applications for vanillin includes food and beverages, flavors and fragrances, personal care, cosmetics, and pharmaceuticals. In pharmaceuticals, vanillin is mainly used as a base product for medicinal substances, for example, in L-Dopa, a drug used to treat Parkinson's disease.
Conclusion: By-products from the sulfite process
Several valuable chemicals can be isolated from the biogenic residues in sulfite liquors as by-products, serving as raw materials for further processing in the chemical industry and in numerous other industries. GIG Karasek offers different solutions, including testing and developing new processes to separate side streams and extract valuable products.
In most cases, these side streams accumulate in the recovery process located around the evaporation plant, where they are recovered through different separation processes. Therefore, it is possible to thoroughly test and scale up both new process solutions and sample materials from side streams in our pilot plants.
Titel picture: © Fraunhofer IFAM