

Evaporation processes in the pulp industry using the sulfite process are often very energy-intensive, and the installed equipment is outdated. Given the spiraling energy costs, solutions are required to save energy at affordable prices.
There are three fundamental options for an energy-saving plant design. These include multi-stage plants, plants with mechanical vapor recompression and combinations of these technologies. These concepts will be presented below and compared according to their energy-saving capabilities.
Multiple effect evaporation plants (MEE)
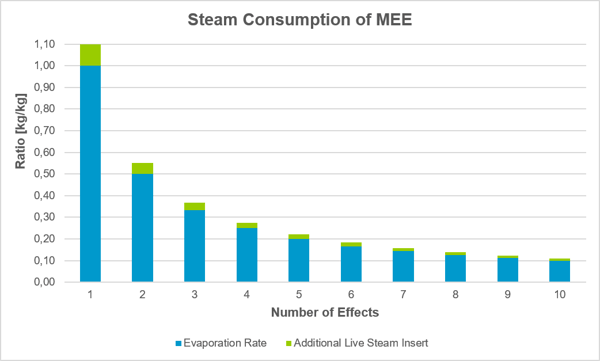
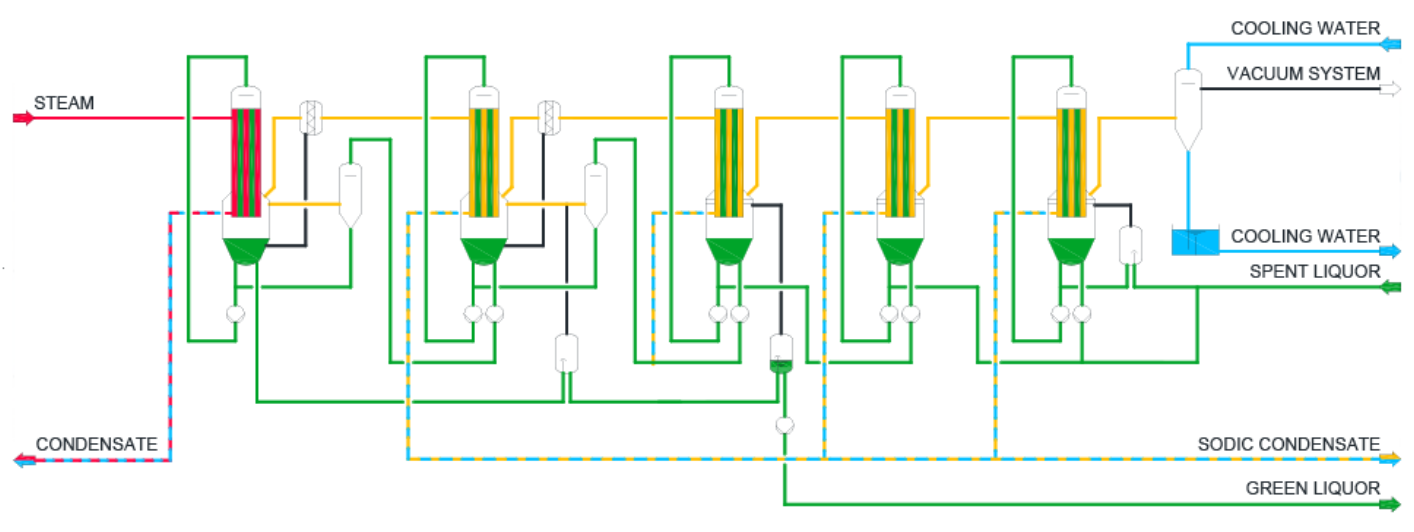
To reduce live steam consumption, evaporation plants are designed as cascades. Only the first evaporator stage is heated with energy-intensive live steam, while the subsequent steps use the outflowing vapor steam from the previous location to heat the heating surfaces. In multiple effect evaporation plants using the sulfite process, five to seven stages connected in series are usually used.
1. The operating principle
Saving energy is achieved by using the condensation heat of the steam several times. For heat transfer to take place through several stages, the boiling temperature of the sulfite liquor in the respective location must be lower than the condensation temperature of the vapors on the heating side of the respective stage. Consequently, the pressure can be reduced continuously from the second stage to the last stage, thus reducing the boiling point.
As a result, there is a sufficient temperature drop in each evaporator stage for heat transfer from the vapors to the sulfite liquor. Therefore, the heating steam requirement decreases in inverse proportion to the number of steps installed. To sum up, the amount of steam required is approximately equal to the total amount of water evaporated, divided by the number of stages.
After the last stage, the vapor must be condensed and transferred to a coolant. For this purpose, large condenser surfaces are required, which must transfer approximately the same amount of energy previously supplied as heating steam. In addition, adequate cooling water at the lowest possible temperature is necessary to operate these condensers.
2. Temperature gradient limits number of stages
The total temperature difference that can be divided between the individual stages is determined by the highest permissible heating temperature of the 1st stage and the lowest boiling temperature of the last step. The usable temperature difference on the heating surfaces is thus limited by the possible concentrate temperatures above and by an economic condensation level below. The latter is about 200 mbar absolute pressure for the last stage and can generally only be achieved using an additional vacuum pump.
The addition of further stages is therefore only possible within the available temperature gradient, which is determined on the one hand by the temperature sensitivity of the medium (in this case sulfite liquor) and the maximum available heating steam pressure, and on the other hand by the cooling water temperature.
3. Investment costs increase with the number of stages
As the number of stages increases, the available temperature difference at the heating surface of each stage decreases. Therefore, the heating surface must be appropriately enlarged to achieve the desired evaporation performance, which means the investment costs increase as the number of stages rises. At the same time, the energy saved is not as great.
The number of possible stages is limited by the maximum available temperature gradient and the cost-effectiveness of different heating surfaces.

The objective is to find the optimal balance between energy and investment costs. GIG Karasek determines this based on dedicated customer requirements or current operating data of the plant in close cooperation with the customer. Therefore, the selected concept plays a central role in achieving the optimum economic design of a plant.

Evaporation plants with mechanical vapor recompression (MVR)
In addition to multi-stage plants, mechanical vapor recompressors (MVR) is used in the pulp industry to improve energy efficiency. Due to the drastic reduction of live steam, the technology is often used in combination with a single-stage or multi-stage plant.
1. The operating principle
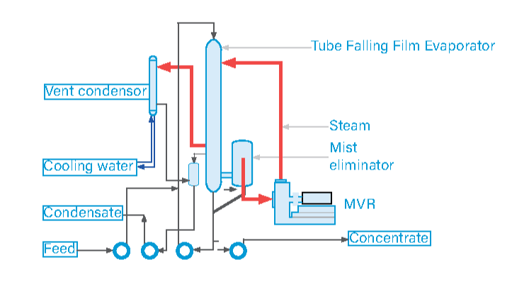
Evaporation plants with mechanical vapor recompression are based on the open heat pump circuit principle, which means that the evaporation process is almost self-sustaining. The vapors produced in the stage are brought to a higher pressure and temperature level by an electrically driven compressor to obtain higher-grade steam.
This steam is then available again as heating steam and is usually used in the same stage to heat the evaporator heating surfaces. Therefore, mechanical vapor recompressors operate on the industrial heat pump principle, where multiple evaporation energy is achieved by introducing a fraction of mechanical energy.
2. Mechanical Vapor Recompression and increasing the Boiling Point
Most of the liquids to be evaporated have boiling point elevations due to the substances dissolved in them, which usually increase exponentially with the increasing concentration of the dissolved substances. Therefore, the vapor produced in a stage does not have the temperature of the medium but only the evaporation or saturation temperature of the water or the evaporating medium.
Since the temperature increase achieved by mechanical vapor recompression with standard machines is between 7 and 9 °C, the boiling point increase must be accordingly low for this technology. Therefore, the technology is particularly well suited for liquids with low solid concentrations or boiling point elevations, such as pulp liquors from sulfite processes.
Example: Vapor recompression sulfite liquor with a boiling point increase of 5 °C
At the same boiling pressures, the boiling temperature of sulfite caustic is higher than that of its solvent water, depending on the concentration. At lower concentrations, the boiling delay ranges between 1 and 1.5 °C; at higher concentrations, it rises to 4 to 5 °C.
If, for example, sulfite liquor boils only at a liquid temperature of 105 °C instead of 100 °C, a boiling delay of 5 °C is present. The rising vapors then do not have an increased temperature of 105 °C, but only 100 °C.
To reuse the steam that heats the evaporator, its temperature must be increased by a boiling delay of 5 °C plus the proper gradient required to maintain evaporation ( according to experience, five °C). The steam must therefore be compressed to 110 ° C.
3. Design of mechanical vapor recompressor in the sulfite process.
GIG Karasek uses centrifugal fans with peripheral speeds of up to 300 m/s and more in the pulp industry. As a result, moderate boiling point increases can be achieved using only one compressor. For more significant boiling point increases, two or three compressors are used in series, depending on the equilibrium conditions. For example, in the sulfite process, one compressor is usually used for pre-concentration and two compressors in series for final concentration. However, since MVR plants cannot be enlarged arbitrarily, several vapor recompressors must be connected in parallel for processing high capacities.
4. Example: Mechanical vapor recompression Sappi Saiccor pulp mill
A very illustrative example of processing large quantities is the world's largest evaporation plant with mechanical vapor recompression in the sulfite pulp process at Sappi Saiccor in South Africa. GIG Karasek built an MRV evaporation plant with four mechanical vapor recompressors, two in series and two parallel. More on this in our blog "Success Story: Sappi Saiccor pulp mill."

Upgrading existing multistage plants
In the past, it was primarily energy-intensive multi-stage evaporation plants that were installed, partly because of favorable energy prices. However, increasing live steam costs often make the operation unprofitable and drain profits.
Also, adding additional stages to reduce energy requirements or increase capacities is no longer possible or economical. There are various reasons for this, e.g.:
- An additional stage is no longer possible due to the temperature gradient.
- The plant operator would have to use his cooling water exclusively if a parallel stage were installed (capacity increase).
- The cooling water must be treated before it can be used, resulting in considerable costs.
- There is too little steam available for an expansion of the multi-stage plant.
1. Advantages of mechanical vapor recompression
Refitting a single-stage or multi-stage plant with a mechanical vapor recompression system does not require additional steam. Only small amounts of live steam and cooling water are required. Live steam is only used to start the plant and adjust the energy balance, which means that the mechanical vapor recompression runs almost exclusively on electrical energy.
MRV plant versus multistage plant
So far, it was the investment costs that were significant. However, considering the global energy situation, energy costs are becoming increasingly crucial regarding the overall costs. Ultimately, the decision for each pulp mill has to be made individually, depending on the general conditions and the local situation. In brief, the most important advantages and disadvantages of the processes are summarized once again:
1. Prerequisites
The successful application of MVR evaporation technology requires the liquid to be evaporated to a low-boiling delay, such as that of sulfite liquor. In addition, a stable power grid is needed, and the price of electricity must be lower than the price of steam if the application of MBV evaporation plants is economical compared to multistage plants.
2. Operating costs
In direct comparison with single- or multi-stage evaporation plants, mechanical vapor recompression is a very energy-efficient process. This means that, for each ton of steam vapor, a comparatively minimal amount of electrical drive energy is required for the compressor motor. At the same time, there is no need for the cooling water that would otherwise be necessary, which means that additional operating costs can be reduced.
3. Investment costs
In most cases, the investment costs of an evaporation plant with mechanical vapor recompression are higher than those of a comparable multi-stage plant. Depending on the evaluation of the steam in the overall plant, the lower consumption in operation can lead to a rapid ROI. When expanding multi-stage plants, eventual costs for a steam generator must be accounted for along with the investment for the additional stage.
Conclusion: Saving energy in evaporation plants using the sulfite process
To remain competitive, optimizing energy use is given top priority given the global energy situation. Major reduction in energy costs can be accomplished using multistage evaporation plants and mechanical vapor recompression. Companies operating single- or multistage plants should consider upgrading their systems using vapor recompression. GIG Karasek offers decades of expertise in implementing energy-saving measures in the pulp industry and provides the best available technologies (BAT) to fulfill the requirements of the industry as far as energy efficiency is concerned.